Jak wybrać podstawowe narzędzia do ręcznego montażu SMT?
Postaw na precyzję, dobrą widoczność i kontrolę ESD.
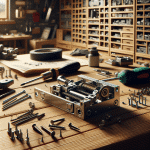
Do stabilnego montażu potrzebne są narzędzia, które pozwalają pracować delikatnie i w kontrolowanych warunkach. Stacja lutownicza z regulacją temperatury i cienkimi grotami oraz stacja gorącego powietrza to baza. Mikroskop lub kamera USB z oświetleniem pierścieniowym zwiększa skuteczność inspekcji. Maty i opaski antystatyczne chronią elementy przed wyładowaniami. Zestaw pęset o różnych końcówkach oraz chwytak próżniowy ułatwiają przenoszenie małych obudów. Przydatne są także uchwyt do PCB, topnik, plecionka do rozlutowywania, taśma kaptonowa, alkohol izopropylowy do czyszczenia i mały wyciąg oparów. Płyta grzewcza lub podgrzewacz podnosi powtarzalność przy lutowaniu gęstych płytek i reworku.
stacja lutownicza z cienkimi grotami i stabilną regulacją
stacja gorącego powietrza z wymiennymi dyszami
mikroskop lub kamera USB z oświetleniem
maty i opaski ESD, uziemione stanowisko
pęsety precyzyjne, chwytak próżniowy
topnik, cyna, plecionka, taśma kaptonowa
uchwyt do PCB, płyta grzewcza, wyciąg oparów
Jak usprawnić pastowanie bez pełnej automatyzacji?
Użyj stalowego szablonu z prostym uchwytem i kontroluj nadruk pod lupą.
Dla krótkich serii najlepiej sprawdza się szablon do pasty oraz ręczny rakiel. Uchwyt z zawiasem lub prosta ramka 3D pozwala szybko i powtarzalnie pozycjonować płytkę. Po nadruku warto obejrzeć krytyczne obszary pod mikroskopem i w razie potrzeby skorygować pastę strzykawką. Do bardzo małych pól i poprawek dobrze działa dozownik czasowo‑ciśnieniowy albo ręczna strzykawka z igłami o dobranym rozmiarze. Szablon czyść po kilku cyklach, a pastę przechowuj w zalecanych warunkach i oznacz datę otwarcia. Drobne redukcje apertur w gęstych obudowach ograniczają zwarcia, a większe otwory na duże pady poprawiają zwilżanie.
stalowy szablon, rakiel, uchwyt z zawiasem
proste ograniczniki pozycjonujące płytkę
dozownik pasty lub strzykawka do poprawek
regularna inspekcja nadruku pod mikroskopem
czyszczenie szablonu i kontrola stanu pasty
Czy warto zainwestować w małą maszynę pick&place do warsztatu?
Warto, gdy liczba płytek i elementów rośnie, a ręczne układanie staje się wąskim gardłem.
Jeśli montujesz wiele płytek tygodniowo albo pracujesz z bardzo drobnymi obudowami, mały pick&place zwiększa tempo i powtarzalność. Kluczowe są obsługiwane rozmiary elementów, liczba dostępnych podajników, system wizyjny i czas przezbrojeń. Pamiętaj o kosztach organizacji podajników i przygotowania programu. W małych pracowniach dobrze działa podejście hybrydowe. Maszyna układa pasywa i obudowy drobnoskalowe, a nietypowe i cięższe komponenty trafiają ręcznie. Gdy wolumeny są niskie, zestaw pęset, chwytak próżniowy i dobrze opisane tace często wystarczają. O wartości inwestycji decyduje suma oszczędzonego czasu, mniejsza liczba poprawek i niższe ryzyko błędów.
oceń tygodniowy wolumen i liczbę referencji z BOM
sprawdź możliwości wizyjne i minimalny rozmiar elementów
policz czas przezbrojeń i potrzebę dodatkowych podajników
rozważ scenariusz hybrydowy maszyna + ręka
Jak dobrać piec reflow lub alternatywę do lutowania w pracowni?
Najlepszy jest mały piec z regulowanym profilem albo płyta grzewcza z dopełnieniem gorącym powietrzem.
Wybór zależy od wielkości paneli, gęstości upakowania i rodzaju pasty. Mały piec z zapisem profili zapewnia równomierne grzanie i powtarzalność. Płyta grzewcza dobrze sprawdza się przy prototypach i reworku, zwłaszcza z osłoną termiczną dla sąsiednich elementów. Dla bardziej wymagających projektów warto rozważyć piec z kilkoma strefami lub lutowanie w fazie pary, które daje stabilną temperaturę nawet na masywnych płytkach. Zadbaj o odpowiednią wentylację i kontrolę zapachu topnika. Przy montażu dwustronnym pamiętaj o doborze pasty i ewentualnym punktowym klejeniu cięższych elementów przed drugim rozpływem.
piec z regulacją profilu i sensowną pojemnością
płyta grzewcza do prototypów i reworku
kompatybilność z pastą bezołowiową i dwustronnym montażem
skuteczna wentylacja i stabilna temperatura otoczenia
Jakie narzędzia kontroli jakości przyspieszą wykrywanie błędów?
Największy efekt dają mikroskop, lista kontrolna FAI i proste przyrządy testowe.
W krótkich seriach liczy się szybka inspekcja i wczesne wykrycie trendów. Mikroskop z oświetleniem do przeglądu po reflow pozwala wyłapać mostki, zimne luty i przesunięcia. Lista kontrolna dla pierwszej sztuki porządkuje inspekcję pad po padzie. Warto dodać testy elektryczne na prostym przyrządzie z pinami sprężystymi. Zasilacz laboratoryjny z ograniczeniem prądu pomaga w bezpiecznym uruchomieniu. Jeśli budżet pozwala, niewielkie stanowisko AOI odciąża wzrok przy powtarzalnych płytkach. Notuj typowe wady i ich miejsca. Prosty wykres Pareto wskaże, które problemy eliminować w pierwszej kolejności.
mikroskop z dobrym światłem i uchwytem na płytkę
pierwsza sztuka z listą kontrolną i zdjęciami referencyjnymi
przyrząd testowy z pinami sprężystymi, miernik i zasilacz
rejestr defektów i szybka pętla informacji zwrotnej do procesu
Jak zorganizować stanowisko, by ograniczyć uszkodzenia i ESD?
Podziel strefy pracy, uziemij powierzchnie i wprowadź proste standardy porządkowe oraz ESD.
Jedno stanowisko do pastowania, drugie do układania, trzecie do reflow i kontroli ogranicza krzyżowanie się czynności. Każda strefa powinna mieć matę ESD połączoną z uziemieniem i regularnie sprawdzane opaski nadgarstkowe. Pojemniki, tace i worki antystatyczne chronią komponenty w transporcie wewnętrznym. Dobre, równomierne oświetlenie i ergonomiczne krzesło zmniejszają zmęczenie. Organizery na pęsety, groty i dysze przyspieszają pracę i ograniczają pomyłki. W suchych sezonach jonizator redukuje ładunki przy małych elementach. Przejrzyste etykiety i kosze na odpady techniczne utrzymują ład i bezpieczeństwo.
podział na strefy procesu i czytelne oznaczenia
pełny łańcuch ESD od magazynu do stanowiska
ergonomia, oświetlenie i wyciąg oparów
organizery narzędzi i standard odkładania
Jak usprawnić podawanie i magazynowanie komponentów SMD w małej serii?
Kluczowe są etykietowanie, ochrona przed wilgocią i wygodne podajniki taśm.
Komponenty trzymaj w pojemnikach ESD i opisuj pełnymi danymi z BOM. Rozwiązania do trzymania odcinków taśm skracają czas szukania wartości i obudów. Układy scalone warto trzymać w tackach, pasywa w kasetach z wyraźnymi przegródkami. Dla elementów wrażliwych na wilgoć stosuj torebki z pochłaniaczem i wskaźnikiem wilgotności oraz zapisuj datę otwarcia. Proste wózki z tacami na zestawy pod konkretną płytkę przyspieszają kompletację. W pick&place sprawdzają się uchwyty do taśm bez pełnych podajników. Jasne reguły znakowania DNP oraz wersji zamienników zmniejszają ryzyko pomyłki.
pojemniki i tace ESD z pełnymi etykietami z BOM
uchwyty do odcinków taśm i stojaki na rolki
kontrola MSL, torebki z pochłaniaczami i wskaźnikami
zestawy komponentów przygotowane pod zlecenia
Jak wprowadzić prostą kontrolę procesu i profil termiczny lutowania?
Zamocuj termoparę na płytce, zapisz ustawienia i dopasuj profil do pasty.
Nawet prosta kontrola procesu buduje powtarzalność montażu smt. Termopara przyklejona taśmą kaptonową do krytycznego miejsca na PCB pokaże, jak naprawdę grzeje piec czy płyta. Zmierz rampę nagrzewania, fazę wyrównania temperatury i szczyt oraz czas powyżej temperatury topnienia. Dla past bezołowiowych zazwyczaj dąży się do łagodnego nagrzewania, krótkiego wygrzewania i kontrolowanego szczytu, a potem do równomiernego chłodzenia. Zapisuj parametry cyklu, numer pasty, grubość szablonu, temperaturę w pracowni i wynik inspekcji pierwszej sztuki. Proste wskaźniki, jak liczba defektów na płytkę i ich rodzaj, pozwalają korygować ustawienia. Regularna kalibracja narzędzi grzewczych oraz instrukcje reworku domykają pętlę jakości.
Na koniec warto spojrzeć na całość jak na jeden spójny proces. Dobre narzędzia przyspieszają, lecz dopiero ich mądre użycie i prosta kontrola procesu dają przewidywalny wynik. W małej pracowni to właśnie powtarzalność, porządek i szybka informacja zwrotna odróżniają chaotyczny montaż od sprawnej produkcji krótkoseryjnej. Zacznij od podstaw i rozwijaj warsztat tam, gdzie realnie tracisz czas i jakość.
Przygotuj listę braków w swoim warsztacie, wybierz jedno usprawnienie z każdej sekcji i wdroż je w najbliższej serii.
Zwiększ tempo i powtarzalność montażu, jednocześnie redukując liczbę poprawek — zobacz, które narzędzia, szablony i ustawienia profilu reflow wdrożyć w małej pracowni: https://msx-elektronika.pl/.